






Benninghoven renews existing mixing plants by retrofitting new technology
The usual service life of asphalt mixing plants is easily twenty to thirty years – if not longer. Over this unbelievably long period, a lot can change in the world – requirements on formulas and qualities of mixes, for example, and often the official regulations operators have to comply with in order to get an operating licence.
Benninghoven accompanies customers and users through all the challenges of modernization – with its very own retrofit division.
Parameters which may change during the working life of an asphalt mixing plant
Customers demand new, higher-quality asphalts which require the plant to have specific dosing options. Legislators tighten up emissions standards. The proportion of RAP fed to the process is increased, reducing raw material costs –but only for operators with the appropriate technology.
Dust and noise protection regulations (Germany’s “TA-Luft” and “TA-Lärm”, for example) required to retain an operating licence are made stricter – often because residential areas expand right up to the asphalt mixing plant which used to be in an isolated position. Alternative fuels are required for the mixing plant burner.
Seven good reasons for a Benninghoven retrofit
- State of the art: bringing the asphalt mixing plant up to the current state of the art.
- Protecting your existing site: ensuring that the site retains its operating licence.
- Sustainability and economy: replacement of components and integration of recycling technologies pay for themselves.
- Optimization and efficiency: modern control technology from Benninghoven improves plant performance.
- Win-win: updating the plant can also be used as an opportunity to satisfy individual requirements – serial production solutions have already been developed from customer ideas.
- Improve instead of repair: the recommendation from Benninghoven experts will leave plants in a better state after the retrofit than before it.
- All makes: Benninghoven retrofit solutions are also possible for plants from other manufacturers.

A retrofit from Benninghoven modernizes plants from all manufacturers
Retrofit solutions to modernize existing asphalt mixing plants make sense for lots of reasons – and are often more beneficial than investing in new equipment. In densely populated regions, a retrofit may well be more or less the only option, as getting new local authority consent would involve a complex process and the outcome would be uncertain.
When an existing plant is renewed, on the other hand, new consent becomes completely superfluous in many countries.
Benninghoven is the partner for mixing plant operators in all retrofit projects – regardless of which manufacturer originally installed the old plant. In the process, customers benefit from the expertise and fairness which characterize Benninghoven.
Individual customer solutions – delivered in turnkey form
“A retrofit from Benninghoven is more or less a turnkey solution,” says Markus Bühl, area sales manager for Benninghoven products at the Wirtgen Group subsidiary in Augsburg. A commission which supports this statement is the project to retrofit the asphalt mixing plant in Mintraching, owned by Guggenberger GmbH, where the aim was to renew a Benninghoven BA 4000-type plant.
The focus in this case was to increase the performance and efficiency of the plant, involving among other things replacement of the dryer drum and the burner. It soon became clear that a standard drum would not fit. Markus Bühl took this challenge back with him to the main Benninghoven factory to develop a solution with the Technical Office.
Complete retrofit solution from a single source
From design to technical implementation to realization on site: Benninghoven experts from the Wirtgen Group subsidiaries accompany the retrofit process all the way from establishment of contact to final acceptance. They also make direct contact with the main factory. This is of particular value to plant operators, because no two mixing plants are alike. A great many solutions have to be adapted individually or even worked out from scratch to make the plant future-proof.
To make sure everything comes together perfectly at the end, the procedure is divided into three steps: development of a joint retrofit plan, technical investigation and implementation at the main Benninghoven factory, implementation of the new technology on site.
Approaching retrofit projects with a plan from the outset
Every Benninghoven retrofit project starts with an on-site meeting. A team from the Wirtgen Group subsidiary which looks after the customer visits the customer with proven Benninghoven experts.
A written record is made of the plant technology in situ and of all the desired changes, with Benninghoven planning manuals a helpful tool in this process. Photos of the plant and of the components to be renewed are also taken at this initial meeting.
Technical investigation – Working out an individual solution for the customer
Following on from the on-site meeting at the plant location in Mintraching, the Wirtgen Group team discussed the requirements of Guggenberger GmbH at the main Benninghoven factory. “With this plant there was a whole range of requirements which off-the-peg solutions were unable to help with,” says Jörg Genetsch, expert in drying and dust collection technology in Benninghoven’s Technical Office. “However, we’re used to that with retrofit projects and can implement even this kind of project economically for the customer.”
In developing the ideal solution, Benninghoven relies on swarm intelligence – or in concrete terms, on the expertise of the entire Technical Office paired with the experience of the fitters on site.
This is because the Benninghoven Technical Office is practised in getting more performance out of old technology and above all also in adapting existing technical components to suit new ones.
“We look at the old components on site; these tell us what we need to take into account and what needs improving,” says Jörg Genetsch. Once the design process is complete, the engineers prepare technical specifications and layout drawings.
Presentation and agreement with the customer team
The Wirtgen Group team presents this entire technical solution to customer representatives and discusses it with them until the project is approved.
“Right back at the project planning stage, it was clear that the Benninghoven professionals know what they are talking about. Their expertise is considerable, so we felt we were getting good advice and were in good hands right from the outset,” says Karl Weiss, mixing plant supervisor at the Guggenberger GmbH asphalt mixing plant in Mintraching.
Implementation of the new technology on site
Once the retrofit plan and all the new components have been approved, they are made in the main Benninghoven factory and transported to the job site.
The customer’s plant staff and Benninghoven service technicians often form a team, as was the case in the Mintraching retrofit project.
“And it works so well!” says Thorsten Neidhöfer, one of the Benninghoven fitters on site.

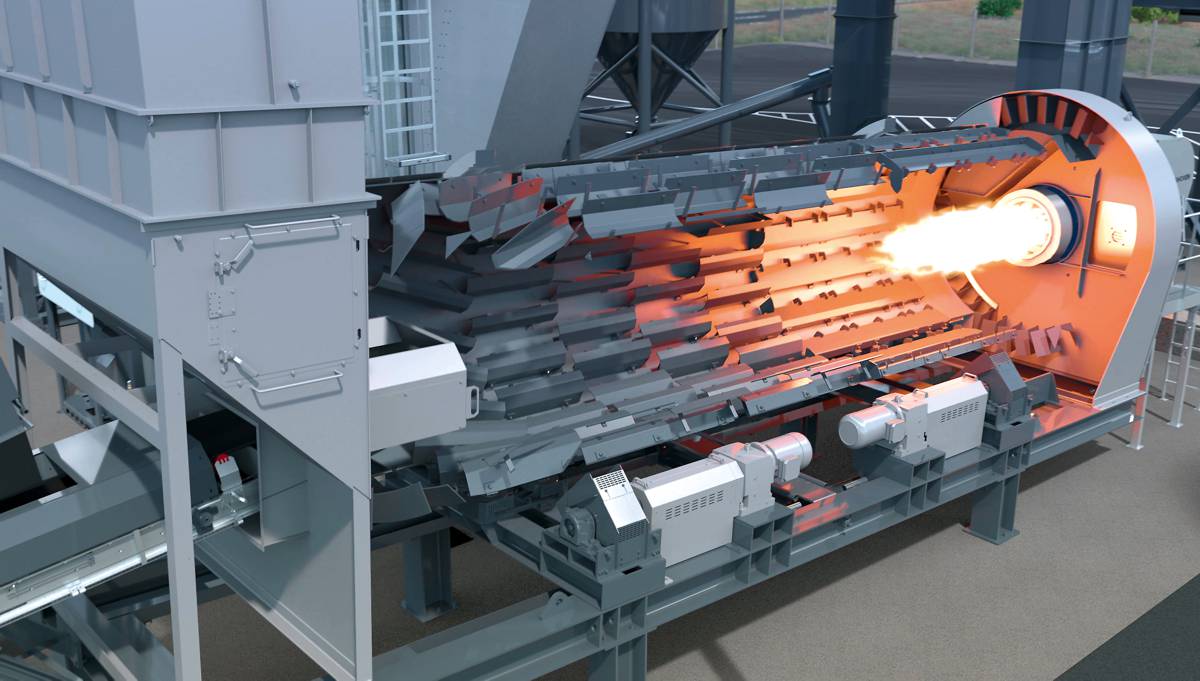
New higher-performance EVO JET 3 triple-fuel burner
Modern Benninghoven technology was integrated in the existing asphalt mixing plant which will allow the plant to operate in an economical and environmentally friendly way for years.
The heart of this equipment is made up of the burner and the dryer drum. With oil, liquid gas and coal dust, the new EVO JET 3 burner can now fire three fuels instead of two, which will make Guggenberger more independent of fluctuating energy costs in future.
A new coal dust dosing system has been fitted for this fuel; its overhauled design will bring key benefits for Guggenberger in terms of functionality, safety and fuel consumption. What is more, the burner is designed for higher performance and thus contributes to increasing plant performance as a whole.
Drying performance increases significantly, especially in the production of mixes such as stone mastic and mastic asphalts which are made entirely from white mineral – in numerical terms, performance increases from 140 t/h to 190 t/h.












