






Purpose-Built Bitumen MEST Bitutainer Storage from TEC sets a New Standard
As infrastructure demands grow more complex, so too does the chemistry of the materials that bind it together. From polymer-modified bitumen (PMB) to emulsions and crumb rubber blends, today’s speciality bitumen formulations demand much more than a one-size-fits-all approach—especially when it comes to storage and handling.
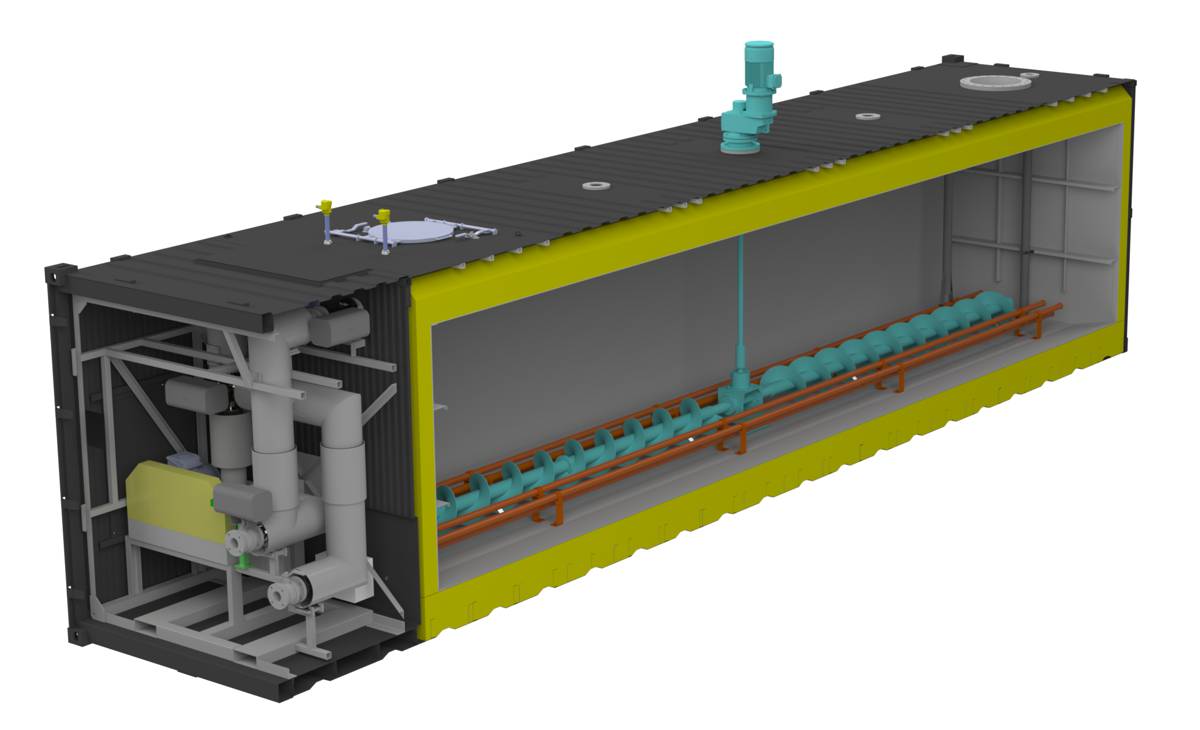
TEC Container Solutions has stepped up to the challenge with its MEST Bitutainer™, a modular, engineered solution that’s turning heads across the UK, Australia, and beyond. In an industry where innovation is often focused on product formulation, TEC is helping contractors realise the importance of storage that is as advanced as the materials it holds.
Practical Innovation on the Ground
One size rarely fits all—especially in the field. TEC’s MEST Bitutainer™ is proving just that. In a recent UK project, a contractor required on-site handling of bond coat emulsion. This particular material is sensitive to both temperature fluctuations and agitation. The MEST’s programmable recirculation and automated electric heating meant consistent product quality without the need for operators to constantly monitor or intervene.
“Across the industry, we’ve seen high-spec pumps deployed for specialist products, but tanks are often still an afterthought,” noted Jon Whittall of TEC. “As products become more advanced, so must the equipment used to store and deliver them.”
Meanwhile in Australia, another major contractor needed to manage crumb rubber-modified bitumen—a blend notorious for settling and separating. Standard tanks simply wouldn’t do. The MEST Bitutainer™ was adapted with high-efficiency agitation and thermal controls, becoming a relocatable workhorse across regional asphalt projects.
These real-world examples underscore a critical point: legacy tank systems, no matter how retrofitted, often fall short when faced with the nuanced handling requirements of modern bitumen blends.
Why Modularity Matters
In the past, contractors made do with what they had—retrofitting outdated tanks, wrestling with thermal inefficiencies, and grappling with inconsistent delivery. TEC’s approach breaks that cycle.
The MEST Bitutainer™ is designed from the ground up as a fit-for-purpose solution:
- Self-contained and turnkey: No need for third-party systems or extensive on-site setup.
- Programmable heating and agitation: Tailored to the specific thermal and flow characteristics of each bitumen product.
- Customisable equipment compartments: Everything from transfer pipework to safety interlocks can be adapted.
- Self-bunded, double-walled and insulated: Eliminating the need for additional containment or civil works.
- Standard 40ft footprint: Easy to transport, easy to relocate.
This plug-and-play mentality doesn’t just reduce complexity on-site—it raises the bar for what should be expected from modern storage infrastructure.

Evolving with Industry Demands
The bitumen market isn’t what it used to be. More contractors are leaning into modified formulations to meet project-specific performance standards, environmental regulations, and climatic challenges.
Yet, despite significant investment in materials R&D, storage and handling often lag behind. TEC’s strategy flips this imbalance, giving clients the tools they need to handle products with precision from the moment they arrive on-site.
Beyond performance, there’s also a growing push for sustainability. The MEST Bitutainer™ answers the call:
- Reducing product loss through precise thermal control
- Minimising energy consumption with smart heating systems
- Cutting transport waste through packaging-free PMB storage
“We’re helping operators move away from reactive adaptations and toward systems that are built with their specific needs in mind,” said Whittall.

Future-Ready Infrastructure
Looking ahead, the demand for adaptable, modular systems is only going to rise. As global construction shifts towards sustainable and smart infrastructure, products like the MEST Bitutainer™ will be critical enablers.
Its success lies not just in its technical sophistication but in its user-focused design. Whether it’s a single project site or a nationwide network, TEC’s solution delivers peace of mind through:
- Enhanced safety and reduced on-site risk
- Simplified logistics and relocation
- Reduced carbon footprint over the lifecycle of the equipment
From emulsions to PMBs, contractors are finding a partner in TEC that understands the intricacies of their work.

Raising the Standard for Bitumen Logistics
TEC Container Solutions has long championed innovation in the storage and transport of bitumen, fuel oils and related infrastructure materials. With the MEST Bitutainer™, they’re not just keeping up with industry needs—they’re anticipating them.
In a landscape where materials are evolving faster than ever, having a storage solution that adapts, protects, and performs isn’t a luxury—it’s a necessity.





















